목차
정밀측정 [Precision Measurement]
1. 마이크로미터 측정
마이크로미터는 측정 치수의 용도에 따라 거의 모든 부분의 치수를 다 측정합니다.
물론 한가지 마이크로미터를 사용하는 것이 아니라 용도에 맞게 여러가지 마이크로미터가 사용됩니다.
1) 외경 마이크로미터: 외경치수 측정, 일반적인 두께 측정
2) 내경 마이크로미터: 내경치수 측정, 단차이가 있는 부분의 내경 치수 측정
3) 그루브 마이크로미터: 두께 측정, 안쪽두께( ◁▷ ) 및 바깥쪽두께( ▷◁ )치수 측정
4) 깊이 마이크로미터: 깊이 측정
5) 높이 마이크로미터: 높이 측정
6) 나사 마이크로미터: 나사 유효경 측정
7) 기타 일반적인 외경 마이크로미터로는 측정이 되지 않는 좁은 곳의 두께를 잴수있는 특수 마이크로미터도 있습니다.
* 시중에 판매되는 일반적인 마이크로미터로는 측정이 불가능한 경우 제작사와 협의하여 특수형으로 만들수 있습니다. 일반적으로 마이크로미터는 최소눈금이 0.01mm입니다. 특별히 정밀치수측정을 위해 최소눈금을 0.001mm로 하여 만든 것도 있습니다. 교과서에 나오는 것처럼 어미자와 아들자의 눈금의 조합으로 읽는 경우가 많지만 액정에 직접 치수가 나타나는 디지털 마이크로미터도 많이 사용되고 있습니다.
마이크로미터는 용도는 연삭가공후 정밀치수측정용 측정기입니다.
외경 마이크로미터 중 제일 작은 것이 0~150mm를 측정할 수 있습니다. 그리고, 150mm간격으로 마이크로미터의 크기가 다릅니다. 내경마이크로미터나 그루브 마이크로미터의 경우도 비슷합니다.
아래 그림은 외경마이크로미터의 도시입니다.

2. 마이크로미터 측정방법
1) 마이크로미터의 엔빌과 스핀들에 측정부분에 이물질 제거하여 치수오차가 발생하지 않도록 합니다.
2) 측정물을 마이크로미터의 엔빌에 축 직각으로 정확히 맞춥니다
3) 레칫스탑(Ratchet Stop)을 클릭 소리가 날때까지 정확히 돌리되 스핀들이 공작물에 닿기 전에는 천천히 돌려 관성에 의해 스핀들이 돌아가지 않도록 합니다.
4) 눈금을 읽을 때는 슬리브의 어미자의 눈금을 먼저 읽고 머니어의 아들자의 눈금을 추가로 읽어 더합니다.
5) 슬리브의 눈금은 위쪽이 1mm간격으로 표시되어 있으며 5mm마다 굵은 선으로 표시되어 있고, 슬리브의 아래쪽에는 위쪽눈금 사이마다 0.5mm를 표시하는 눈금이 새겨져 있습니다.
6) 버니어의 눈금은 1회전시에 0.5mm를 표시하는 것으로써 실제치수 측정시 0.1mm마다 눈금에 숫자가 새겨져 있음. 마이크로미터는 양손으로 지지하는 방법과 한 손으로 지지하는 방법이 있습니다.
양손으로 지지하는 경우에는 왼손으로 프레임을 확실히 쥐고 오른손으로 레칫 스톱을 지지합니다.

한 손으로 지지하는 경우에는 프레임을 새끼 손가락으로 지지합니다.
이 경우에는 래칫 스톱에 손가락이 닿게 하지 않고 직접 심블을 회전하기 EOans에 측정력에 주의하지 않으면 안됩니다.
측정에 장시간 사용하는 경우는 체온에 의한 오차가 발생하기 때문에 마이크로미터는 스탠드에 취부시켜서 사용합니다.
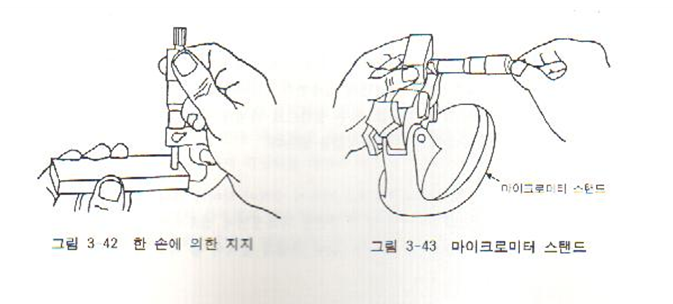
또한 소형 부품의 측정에는 마이크로미터 스탠드를 사용하면 편리합니다.
3. Roller gage(또는 鋼球)와 block gage에 의한 측정
외측 taper 측정: 그림과 같이 taper의 작은 단면이 축에 직각인가를 확인하고 지름이 동일한 roller gage 두개와 높이가 h₁및 h₂인 block gage 두쌍을 준비한다. M₁및 M₂를 micrometer로 측정하여 다음과 같이 taper를 계산합니다.

4. 사인바를 이용한 각도측정
4-1. 사인바 ( Sine-bar )
사인바는 길이에 의해 정확한 각도를 만들어 내는 것으로 직각 삼각형의 삼각함수의 사인을 이용, 블록 게이지를 병용해 임의의 각도를 설정한다. 또 이것을 기준으로 하여 각도를 측정하는 것합니다.
사인 바의 원리를 사용한 제품에는, 다음과 같은 종류가 있습니다.
a. 사인 바
b. 사인대
c. 사인 정반
d. 센터부착형 사인대
e. 센터부착형 사인 바
f. 복합 사인 테이블

4-2. 사인바의 구조

높이를 및 라 하면 경사각 는 다음 식으로 구할 수 있다.

4-3. 사인바의 원리
기본적인 구조는, 정직자의 양단 근처에 A, B두개의 직경의 동일한 롤러를, 그 중심선이 정직자의 측정면과 평행이 되도록 부착한 것이다. 지금, 그림과 같이 정반위에 세운 높이 H 및 h의 블록 게이지위에 이 롤러를 놓으면, 직각 삼각형 ABC가 형성되어 다음의 관계가 성립됩니다.
sinα=(H-h)/L
또는 (H-h)=L×sinα
여기서 롤러 중심거리 L은 일정한 값을 가지므로 블록게이지의치수차(H-h)만이 적당한 치수가 되면 삼각함수표를사용하여 필요한 임의의 각도를 설정하는 것이 가능합니다.
'정밀측정' 카테고리의 다른 글
| 측정오차 (1) | 2024.02.06 |
|---|---|
| 마이크로미터 검사 (1) | 2024.02.06 |
| 브리넬 경도기 측정 실습 (0) | 2024.01.12 |
| 한계 게이지 (Limit Gage) (0) | 2024.01.12 |
| 외측 더브테일 측정 (0) | 2024.01.11 |


